全国咨询热线:
全国咨询热线:
+86 158-1184-4241
全国咨询热线:
+86 158-1184-4241
Product center
AL系列精密行星减速机
VLF078系列精密行星减速机
ZAF系列精密行星减速机
AH系列精密行星减速机

PLF系列精密行星减速机

ZPT系列行星减速机

ZPLE系列精密行星减速机
PLFK系列行星减速机
AL系列精密行星减速机
VLF078系列精密行星减速机
ZAF系列精密行星减速机
AH系列精密行星减速机
PLF系列精密行星减速机
ZPT系列行星减速机
ZPLE系列精密行星减速机
PLFK系列行星减速机
Contact us

首页
发布时间:2021-10-21 阅读量:
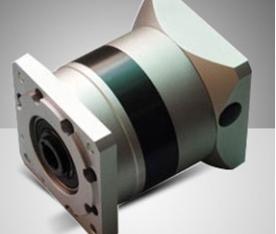
精密行星减速机里的核心零部件有:行星架(输出轴),齿圈,太阳轮,行星轮,滚针,垫片等等,其中滚针的作用非常重要,滚针是布满在行星轮内,并通过销钉与行星架定位孔的精密配合,从而达到了降低摩擦,提高效率,旋转的作用,我们可以把滚针看做是一个小小的轴承,由于轴承的精度到达不到滚针的的级别,硬度也差的比较远。
所以我们的精密行星减速机运转装置就采用了滚针,斜齿轮减速机基本上都是满滚针设计,这样才能达到高精度、高强度、耐磨性持久的好处,而直齿减速机为了节约制造成本,都是采用塑料保持架来替代滚针,这样的结构生产组装效率也很高,缺点是不耐磨,强度也比较差。今天深圳行星减速机厂家鹏辉科技小编来来为大家分享关于精密行星减速机出现断轴问题修复焊接准备工作。
1、设计焊接坡口及间隙:焊接前要将精密行星减速机的断轴部位加工平整,同时为减小焊接应力,可根据断裂情况及零件直径设计U型坡口。并且为使坡口形状一致,将断裂部位端面加工平整后,采用成型车刀进行坡口加工。为避免应力集中,坡口各部位应倒圆,以减少母材熔入焊缝金属中的比例,防止焊接裂纹的产生。焊接间隙对焊缝质量也有重要影响,间隙过小易产生未焊透或焊缝堆积过高的缺陷,间隙过大则容易烧穿。
2、焊前清理:焊前要将轴焊接部位的坡口及钝边表面铁锈、油污、水分及氧化皮清除,先采用火焰烘烤清除水、油,然后用手工砂布或砂轮机打磨,进行除锈处理。氧化皮可直接采用砂轮机打磨进行清除,对于一些较难清洗的油污小编建议可采用丙酮或乙醇进行清洗。